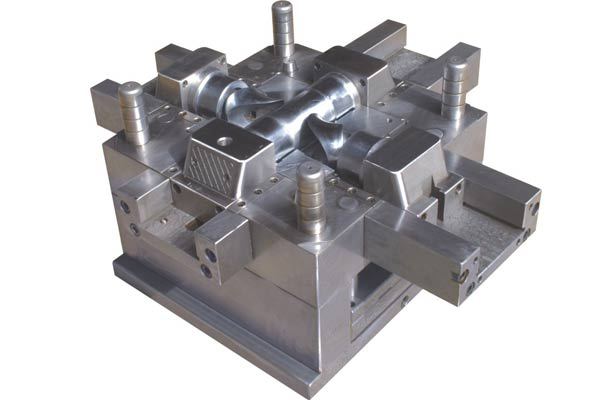
加工精度要求高一副模具一般是由凹模、凸模和模架组成,有些还或许是多件拼合模块。所以上、下模的组合,镶块与型腔的组合,模块之间的拼合均要求有很高的加工精度。精密模具的尺寸精度往往达μm级。

喷涂前外表处理:运用白电油(或酒精)铲除素材外表的油污、尘土等,油污与灰 尘主要来自于素材注塑时的脱模剂以 及在转运和库存过程中沾上的尘土。这些油污、尘土如果没有去 除,将会直接影响到喷涂产品的品质。

特种加工:是指切削加工以外的一些新的加工办法。电规准:脉冲电源提供给电火花成形加工的脉冲宽度、脉冲空隙和峰值电流等一组电参数的选配。效应:在电火花加工过程中,由于正负极性不同而电蚀量不一样的现象叫做极性效应。
工艺员编工艺卡工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及留意事项。加工工艺流程卡编写准则:在能确保精度、质量的前提下,优先选用加工效率高的设备。铣床、CNC、磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率慢。图纸上的尺度不能随意更改(只要技术员能改)。
注塑加工包含的技能和加工过程是什么?主要有以下十个方面,且看咱们逐个为您解答注塑加工包含的技能和加工过程是什么工件的剩余应力,注塑工艺可以削减内应力,并在成型后立即通过退火热处理消除裂纹构成。
在短的时刻内编制出耗时短的工艺规做到熟知机床设备的技术水平,对加工非常了解,以习惯模具零件复杂性与特殊性的要求,可以很快地确认佳加工流程,提高加工效率。确认合理的小加工余量。

在短的时刻内编制出耗时短的工艺设计做到熟知机床设备的技术水平,对加工十分了解,以习惯模具零件复杂性与特殊性的要求,能够很快地确认佳加工流程,进步加工功率。确认合理的小加工余量。
咱们知道电火花加工是电解蚀除工件,电化学则是电解液溶解工件,相对来说,电火花加工现在已经很普及。例如在模具制作中,电火花加工就是一项重要的艺。不过模具工厂里的一些技术误区会导致数控电火花加工达不到预期的精度、表面、效率等要求,下面咱们来对这些常见的问题进行分析讲解。
刀路规划模具开粗:机床能承受的大负荷下,应选用大的刀具,大的进刀量,快的进给。在同一把刀的情况下,进给与进刀量成反比。一般情况下,机床的负荷不是问题,选刀的原则首要依产品的二维角与三维弧是否过小来考虑。选好刀后,便定刀长,原则是刀长大于加工深度,大工件则要考虑夹头是否有干与。
选择模具钢时什么是重要的和具有决定性含义的要素成形办法:可从两种基本材料类型中选择。热加工工具钢,它能承受模铸、铸造和揉捏时的相对高的温度。冷加工工具钢,它用于下料和剪切、冷成形、冷揉捏、冷锻和粉末加压成形。

